
Die WIG-Methode, die als vielseitig gilt, hat mehrere wichtige Vorteile: Sie bietet die Möglichkeit, fast alle Metalle und ihre Legierungen zu verbinden, beim Schweißen entstehen keine Spritzer und außerdem muss die Schweißnaht nicht zeitaufwändig nachbearbeitet werden. Erwähnenswert ist auch die Tatsache, dass die volle Kontrolle über den gesamten Schweißprozess gewährleistet ist. Dies macht das WIG-Schweißen sehr beliebt, aber um die gewünschten Ergebnisse zu erzielen, müssen die Arbeitsparameter und insbesondere der Schweißstrom richtig gewählt werden. Wie macht man das?
Wie sieht die WIG-Schweißtechnik aus?
Beim WIG-Schweißen wird mit einer nicht schmelzenden Wolframelektrode ein elektrischer Lichtbogen erzeugt. Dies geschieht in einem Schutzgas, bei dem es sich um Argon, Helium oder ein Gemisch aus diesen Gasen handeln kann. Beim WIG-Schweißen wird der Lichtbogen durch Reiben der Wolframelektrode am Werkstück gezündet, er kann aber auch berührungslos durch ein Ionisationssystem ausgelöst werden. Der Lichtbogen schmilzt das Grundmaterial auf und es ist kein zusätzliches Material erforderlich, obwohl dies möglich ist (der Schweißdraht muss manuell zugeführt werden).
Das WIG-Schweißverfahren ist in der nachstehenden Abbildung dargestellt:

Querschnitt eines WIG-Schweißbrenners
Eine nicht schmelzende Wolframelektrode wird in die Nähe des zu schweißenden Grundmaterials gebracht und ein Lichtbogen wird gebildet. Dieser trägt zum Schmelzen des Materials bei, ebenso wie das WIG-Zusatzmaterial, das am Halter vorbeigeführt wird. Dadurch bildet sich ein Schweißbad, das beim Entfernen des Lichtbogens erstarrt und zu einer dauerhaften Schweißnaht wird. In der Schweißpistole befindet sich eine Gasdüse, durch die das Schutzgas zugeführt wird, um den Schweißbereich vor der Atmosphäre zu schützen. Die Spannung wird über ein stromführendes Kabel, das von der Stromquelle ausgeht, an die Elektrode angelegt. Wie das Diagramm zeigt, kann der Schweißbrenner flüssigkeitsgekühlt sein. In diesem Fall wird ihm das Kühlmittel zugeführt und arbeitet zusammen mit dem Kühler in einem geschlossenen Kreislauf.
Der WIG-Schweißprozess kann mit Gleichstrom (WIG DC) oder Wechselstrom (WIG AC) durchgeführt werden. Im ersten Fall wird heute sehr häufig unidirektionaler gepulster Strom verwendet, der die Möglichkeit bietet, die Parameter anzupassen. Dadurch haben wir einen erheblichen Einfluss auf die Form der Schweißnaht und können problemlos dünne Bleche schweißen. Bei der WIG-AC-Methode wird rechteckiger Wechselstrom verwendet, der ein ausreichend hohes Maß an Kontrolle über den gesamten Schweißprozess ermöglicht.
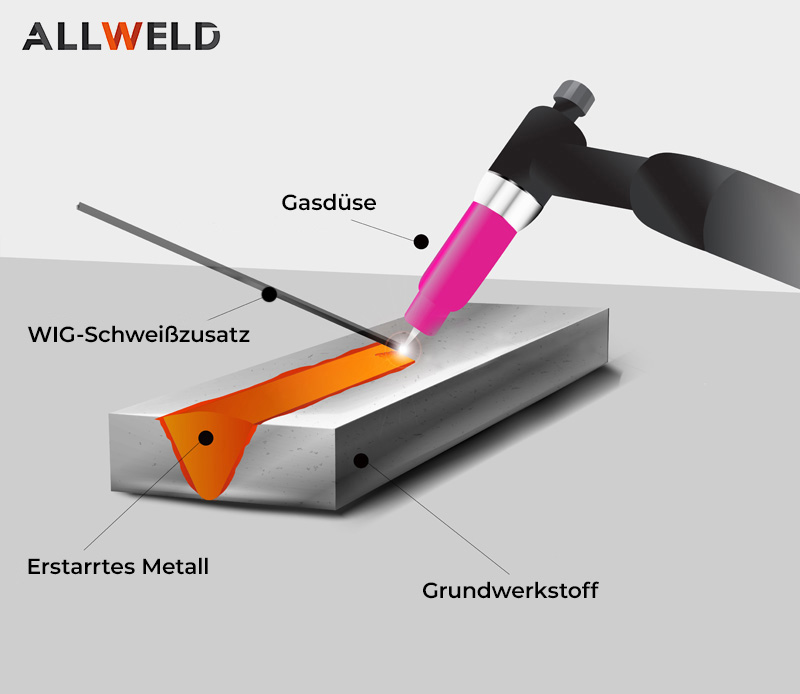
Vereinfachtes Diagramm des WIG-Schweißens
Bevor Sie mit der Arbeit beginnen, müssen Sie den Typ und den Durchmesser der nicht schmelzenden Elektrode sowie einige wichtige Parameter auswählen. Dazu gehören:
- Art und Durchflussmenge des Schutzgases,
- Art und Abmessungen des Zusatzwerkstoffs (Verbrauchsmaterial),
- die Schweißgeschwindigkeit.
Es ist auch sehr wichtig, den richtigen Schweißstrom zu wählen, da der Komfort der Arbeit und die erzielten Ergebnisse davon abhängen.
Wie wähle ich den Schweißstrom beim WIG-Schweißen?
Wie bereits erwähnt, kann das WIG-Schweißen entweder mit Gleichstrom oder mit Wechselstrom durchgeführt werden. Beim WIG-Gleichstromschweißen beträgt die am Pluspol erzeugte Wärmemenge etwa 70% der Gesamtwärme, die im Lichtbogen abgegeben wird. Um die Lebensdauer der Elektrode zu verlängern und einen übermäßigen Wärmestau im Halter beim Gleichstromschweißen zu vermeiden, wird die Elektrode negativ gepolt. Dies hat einen zusätzlichen positiven Effekt auf den gesamten Schweißprozess. Fast alle Metalle können auf diese Weise verbunden werden. Ausnahmen sind Aluminium, Magnesium und deren Legierungen. Diese Materialien werden mit Wechselstrom geschweißt.
Neben der Polarität des Schweißstroms muss auch der Schweißstrom auf die richtige Amperezahl eingestellt werden. Sie ist abhängig von der Art und Dicke des Materials, der Art und dem Durchmesser der abschmelzenden Elektrode, der Art des Schutzgases und der Schweißposition. Der Schweißstrom ist ein wichtiger Parameter, da er die Breite und Tiefe der Schweißnaht, die Wärmeeinbringung in das zu schweißende Material und die Temperatur am Ende der abschmelzenden Elektrode beeinflusst. Wenn die Stromstärke zu niedrig eingestellt ist, wird es schwierig, eine ordentliche Schweißnaht zu erzielen. Andererseits führt eine zu hohe Stromstärke häufig zum Auftreten von Überschmelzungen am Ende der Elektrode sowie zum lokalen Verbrennen von Löchern im geschweißten Material aufgrund von Überhitzung.
Nachstehend finden Sie einen Leitfaden für die Wahl der Stromstärke in Abhängigkeit vom Elektrodendurchmesser und dem Schutzgasfluss:
- Elektrodendurchmesser 1 mm, Gasdurchfluss 5-6 l/min - WIG DC 5-80 A, WIG AC 10-80 A;
- Elektrodendurchmesser 1,6 mm, Gasdurchfluss 6-7 l/min -WIG DC 60-140 A,WIG AC 15-90 A;
- Elektrodendurchmesser 2,4 mm, Gasdurchfluss 7-8 l/min -WIG DC 130-220 A,WIG AC 20-140 A;
- Elektrodendurchmesser 3,2 mm, Gasdurchfluss 9-10 l/min - WIG DC 220-340 A, WIG AC 30-200 A;
- Elektrodendurchmesser 4 mm, Gasdurchfluss 11-12 l/min - WIG DC 330-350 A, WIG AC 40-350 A.
WIG AC Schweißstrom - charakteristische Parameter
Wenn Sie mit Wechselstrom schweißen möchten, sollten Sie auf zusätzliche Parameter achten, die für das WIG AC-Verfahren charakteristisch sind. Einer davon ist die AC-Strombilanz, die beim Schweißen von Aluminium eine wichtige Rolle spielt. Die Balance beeinflusst, wie die Wärmeverteilung zwischen der nicht schmelzenden Elektrode und dem zu schweißenden Material erfolgt. In mehr als 90 Prozent der Fälle ist die günstigste Einstellung die sogenannte negative Balance, d.h. zwischen -25 Prozent und -15 Prozent. Dies ermöglicht eine ausreichende Eindringtiefe und einen optimalen Verschleiß der Wolframelektrode.
Ein weiterer wichtiger Parameter ist die Frequenz des Wechselstroms. Mit anderen Worten, es ist die Anzahl der einzelnen Wechselstromzyklen pro Sekunde. Es wird empfohlen, die Frequenz auf 80-120 Hz einzustellen. Ein zu niedriger Wert für diesen Parameter wirkt sich nachteilig auf die Qualität der Schweißnaht aus.
Bei der Vorbereitung auf das WIG-Wechselstromschweißen sollten Sie auch auf die Wellenform des Wechselstroms achten, die sinusförmig, trapezförmig oder rechteckig sein kann. Heutzutage wählen Schweißer meist die letztere, da sie ein stabiles Glühen des Lichtbogens und dessen richtige Parameter gewährleistet. Dennoch stellen erfahrene Schweißer oft auch eine sinusförmige Wellenform ein, insbesondere beim Schweißen von reinem Aluminium.
Schärfen der Elektrode und andere wichtige Überlegungen
Vor dem WIG-Schweißen muss die Spitze der nicht schmelzenden Elektrode geschärft werden. Es ist wichtig, dies korrekt zu tun, da sonst der Lichtbogen über die Elektrodenspitze hinaus gezündet werden kann, die Lebensdauer der Elektrode verkürzt wird oder das Phänomen des Lichtbogentanzes auftritt. Zwar hat jeder Schweißer seine eigene Methode, um die Wolframelektrode für den Gebrauch vorzubereiten, aber die gängigste Methode ist, sie so zu schärfen, dass die Spitze einen Kegel mit einem Winkel von 35 bis 45 Grad bildet.
Elektroden für das WIG-Schweißen enthalten Schwermetalle in ihrer Zusammensetzung. Wenn sie geschärft werden, entsteht giftiger Staub, der zu akuten oder chronischen Erkrankungen der Atemwege, einschließlich Krebs, beiträgt. Daher sollten Sie Vorsicht walten lassen und eine geeignete Ausrüstung, wie z.B. ein spezielles Schärfgerät, verwenden. Die Vorbereitung der Wolframelektrode sowie ihre Auswahl haben einen großen Einfluss auf die Eigenschaften des Schweißbogens und die Geometrie der Schweißnaht. Sie sollte in Längsrichtung geschliffen werden.
Beim WIG-Schweißen spielt auch die Sauberkeit des Schweißbereichs eine sehr wichtige Rolle. Er muss frei von Verunreinigungen, einschließlich Öl oder Fett, sein. Auch auf die Sauberkeit des Zubehörmaterials und sogar der Arbeitshandschuhe ist zu achten. Außerdem muss die Menge des Schutzgases an die Größe der Gasdüse und die Art des Schweißens angepasst werden. Nach Beendigung der Arbeit sollte die Gaszufuhr nicht sofort abgestellt werden, da dies die Elektrode und das zu schweißende Material der Oxidation aussetzt.
WIG ist ein vielseitiges Schweißverfahren und wird in vielen Situationen eingesetzt. Wenn Sie ein Schweißgerät benötigen, das robust und bequem zu bedienen ist, sollten Sie sich das Angebot von Allweld ansehen. Hier finden Sie sowohl WIG-DC- als auch WIG-AC-DC-Schweißgeräte. Wenn Sie Zweifel haben, helfen wir Ihnen gerne beim Kauf der für Sie passenden Geräte.